 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


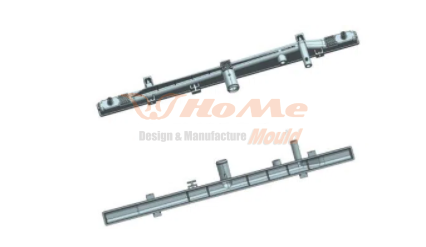
Autocar Tank ရေတိုင်ကီ Injection Mold
Autocar Tank ရေတိုင်ကီ Injection Mold
မှိုဖော်ပြချက်
မှိုသံမဏိ: P20
မှိုခေါင်းပေါက်- တစ်ခုတည်း သို့မဟုတ် အများအပြား
ထုတ်ကုန်ပစ္စည်း- PA66+GF30%
ဆေးထိုးစနစ်- အအေးပြေးသမား
ထုတ်သည့်အမျိုးအစား- Ejector Pin
လည်ပတ်ချိန်- 50S
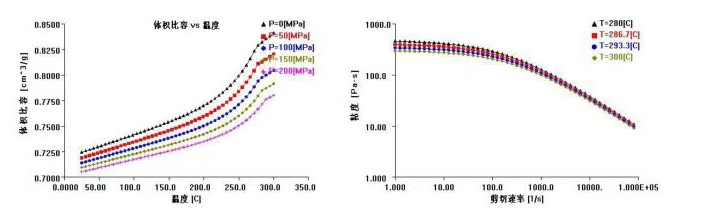
Tank Radiator ပစ္စည်း PA66+GF30% ကို ဘာကြောင့် ရွေးချယ်တာလဲ။
မော်တော်ကား၏ပေါ့ပါးသောဖွံ့ဖြိုးတိုးတက်မှုနှင့်အတူ, လက်တွေ့တွင်, အထက်နှင့်အောက်တင့်ကား၏ရေတိုင်ကီAutocar Tank ရေတိုင်ကီ Injection Moldကြေးနီအစား အင်ဂျင်နီယာ ပလတ်စတစ်များဖြင့် အစားထိုးကြသည်၊ များသောအားဖြင့် ဖန်ဖိုင်ဘာပစ္စည်းထည့်ရန် နိုင်လွန် 66 ကို အသုံးပြုကြသည်။ PA66 သည် မြင့်မားသောအပူချိန်နှင့် သံချေးတက်ခြင်းကို ကောင်းစွာခံနိုင်ရည်ရှိသောကြောင့် ရေခန်းအစိတ်အပိုင်းများသည် နဂိုအတိုင်းဖြစ်ပြီး မကွေးမညွှတ်သွားစေရန်အတွက် မော်တော်ယာဥ်အပေါ်ပိုင်းနှင့်အောက်ပိုင်းတိုင်ကီများကို ကြေးနီအစား အင်ဂျင်နီယာပလတ်စတစ်များဖြင့် အစားထိုးကာ၊ အများအားဖြင့် နိုင်လွန် 66 ကို အသုံးပြု၍ ဖန်ဖိုင်ဘာပစ္စည်းများကို အသုံးပြုကြသည်။ PA66 သည် မြင့်မားသောအပူချိန်နှင့် သံချေးတက်ခြင်းကို ကောင်းစွာခံနိုင်ရည်ရှိပြီး ရေခန်းအစိတ်အပိုင်းများသည် နဂိုအတိုင်းဖြစ်ပြီး ကွေးမနေစေရန်။ တစ်ချိန်တည်းမှာပင်၊ ၎င်းတွင် ကောင်းမွန်သော ductility နှင့် လှပသော tank radiators အစိတ်အပိုင်းများ ပါရှိပါသည်။
တိုင်ကီ၏ရေတိုင်ကီပုံစံမှိုဖွဲ့စည်းပုံ
အသေခံဖွဲ့စည်းပုံ၏ အဆုံးအဖြတ်သည် မှိုစနစ်နှင့် အမှန်တကယ် ထုတ်လုပ်မှု အခြေအနေတို့ကို ထည့်သွင်းစဉ်းစားသင့်သည်။ ဘာဖြစ်လို့လဲဆိုတော့Autocar Tank ရေတိုင်ကီ Injection Moldထုတ်ကုန်များသည် side core-dulling structure ဖြစ်သောကြောင့် မှိုတစ်ခုအသုံးပြုခြင်းသည် cavity မှိုတည်ဆောက်ပုံ၊ test gate ကိုအသုံးပြု၍ gate ဖြစ်သည်။ အော်တိုတိုင်ကီရေတိုင်ကီသည် ရှည်လျားဖြောင့်စင်းသောအပိုင်းများ၊ အစိတ်အပိုင်းများအလယ်တွင် ရှည်လျားသောအဖြောင့်အပိုင်းများကို သတ်မှတ်သောအခါ၊ ပလပ်စတစ်သည် သွန်းသောမော်လီကျူးများနှင့် ဖိုက်ဘာတိမ်းညွှတ်မှုတို့ကို ဖြည့်သွင်းသည့်လုပ်ငန်းစဉ်တွင် ပေါ်လာမည်ဖြစ်ပြီး၊ ထုတ်ကုန်၏ buckling ဆီသို့ ကွဲပြားသောဦးတည်ချက်ဖြစ်ပေါ်ကာ ဦးတည်ချက်နှင့် ထောင့်မှန်အပြိုင်၊ စီးဆင်းမှုဆီသို့ stress ကွဲအက်ရန် သဘောထားရှိလိမ့်မည်၊ အဘယ်ကြောင့်ဆိုသော် အင်အားနည်းသော စီးဆင်းမှု၏ ထောင့်မှန်၊ ဖိစီးမှုကွဲအက်ရန် ပိုများသောကြောင့် ဖြစ်သည်။ ထို့ကြောင့် Hongmei မှ မှိုဒီဇိုင်းအင်ဂျင်နီယာများသည် ထုတ်ကုန်၏အဆုံးတစ်ဖက်တွင် တံခါးကိုထားရန် ဆုံးဖြတ်ခဲ့ကြသည်။
ထုတ်ကုန်ဒီဇိုင်းစစ်ဆေးခြင်း-
HONGMEI MOLD မှ ပြုလုပ်သော သို့မဟုတ် ဖောက်သည်များက ကမ်းလှမ်းသည့် မည်သည့်ထုတ်ကုန်ဒီဇိုင်းကိုမဆို ပလပ်စတစ်ပုံသွင်းခြင်းလုပ်ငန်းစဉ်ဖြစ်နိုင်ခြေ၊ ပလတ်စတစ်မှိုများတည်ဆောက်ပုံနှင့် ရွေ့လျားနိုင်ခြေ၊ ဆက်စပ်ပလတ်စတစ်အစိတ်အပိုင်းအားလုံးကို လိုက်ဖက်သည့်အခြေအနေ၊ စသည်တို့ကဲ့သို့သော ဘက်စုံခွဲခြမ်းစိတ်ဖြာစစ်ဆေးခြင်းနှင့် စစ်ဆေးခြင်းကို ကျွန်ုပ်တို့အမြဲပြုလုပ်ပါသည်။ ၎င်းသည် ပလတ်စတစ်မှိုများကို ရှောင်ရှားနိုင်သည်။ ပြင်ဆင်ခြင်း၊ အပိုင်းအစများနှင့် အခြားမလိုအပ်သော ပလပ်စတစ်မှိုများ ပြုပြင်ခြင်းလုပ်ငန်း၊ ကျွန်ုပ်တို့သည် ဒီဇိုင်းအတွက် နောက်ထပ် ၁၀ မိနစ်ကို သုံးစွဲပြီး တစ်လအတွင်း ထုတ်လုပ်မှုကို လျှော့ချနိုင်မည်ဟု ယုံကြည်ပါသည်။
တိကျသောခွဲခြမ်းစိတ်ဖြာမှု၊ ပလပ်စတစ်မှိုဒီဇိုင်းအတွက် ကျိုးကြောင်းဆီလျော်မှုကို ကြိုမြင်သုံးသပ်ခြင်း၊ အကောင်းဆုံးလုပ်ဆောင်ခြင်းဆိုင်ရာ ခွဲခြမ်းစိတ်ဖြာခြင်းနှင့် ပလတ်စတစ်မှိုတည်ဆောက်ပုံလျှောက်လွှာ၊ ၎င်းသည် ဖောက်သည်လိုအပ်သည့်အတိုင်း အသင့်လျော်ဆုံးပလပ်စတစ်မှိုများ၏စွမ်းဆောင်ရည်နှင့် နည်းပညာဆိုင်ရာသတ်မှတ်ချက်များဖြင့် ပရော်ဖက်ရှင်နယ်ဖြေရှင်းနည်းများကို ပေးဆောင်ပါသည်။
စစ်ဆေးခြင်းတွင် ပလတ်စတစ်မှိုများ ပြင်းထန်မှု၊ မှိုစီးဆင်းမှု ခွဲခြမ်းစိတ်ဖြာမှု၊ ပလတ်စတစ်မှိုထုတ်လွှတ်မှု၊ အအေးပေးစနစ်၊ လမ်းညွှန်စနစ်၏ ကျိုးကြောင်းဆီလျော်မှု၊ ပလပ်စတစ်မှိုအပိုပစ္စည်းများ၏ သတ်မှတ်ချက်၊ သုံးစွဲသူများ၏ စက်ရွေးချယ်မှုနှင့် အထူးလိုအပ်ချက် လျှောက်ထားမှု အစရှိသည့် ကဏ္ဍများစွာ ပါဝင်ပါသည်။ ၎င်းတို့ကို HONGMEI MOLD Plastic Molds ဒီဇိုင်းစံနှုန်းနှင့်အညီ စစ်ဆေးသင့်သည်။
သံမဏိဝယ်ယူမှုစစ်ဆေးခြင်း
အပိုပစ္စည်းများဝယ်ယူခြင်းအတွက် တင်းကျပ်သော စစ်ဆေးရေးလုပ်ငန်းစဉ်နှင့် အချိန်ထိန်းချုပ်မှု၊ အစိတ်အပိုင်းများ၏ စံချိန်စံညွှန်းသတ်မှတ်မှု၊ အရွယ်အစားတိကျမှု၊ ပလတ်စတစ်မှိုပစ္စည်းများ၏ မာကျောမှုနှင့် ပစ္စည်းချို့ယွင်းချက်ရှာဖွေခြင်း အစရှိသည်တို့ ရှိပါသည်။
မှိုထုတ်လုပ်ခြင်းသည် မှိုဒီဇိုင်း၊ CNC လုပ်ဆောင်ခြင်းနှင့် တပ်ဆင်ခြင်းသာမကဘဲ။ ကောင်းမွန်သောမှိုကုမ္ပဏီတစ်ခုသည် ယင်းကိုစိုးရိမ်ရုံသာမက မှိုစီးဆင်းမှု၊ မှိုအရွယ်အစားစစ်ဆေးခြင်း၊ မှို CNC တိကျမှု၊ ရေလမ်းကြောင်းစစ်ဆေးခြင်းနှင့် မှိုအရောင်တင်ခြင်းစသည့်အသေးစိတ်အရာများကို ပိုမိုအာရုံစိုက်မည်ဖြစ်သည်။

စစ်ဆေးရေးပစ္စည်း
1. sliding caliper
2. မာလ်တီမီတာ
3. Hardometer
4. တိပ်ဖြင့်တိုင်းတာပါ။
5. မိုက်ခရိုမီတာ calipers
6. CMM စက်
ပုံပန်းသဏ္ဍာန်စစ်ဆေးရေးစံနှုန်းများ
1. မှိုအခြေခံအရွယ်အစားသည် စံဖြစ်သင့်သည်။
2. မှိုအခြေခံမျက်နှာပြင်ကို သပ်ရပ်ပြီး ချောမွေ့အောင်ထားပါ။
3. Mold steel သည် စာချုပ်ပါအတိုင်း တူညီရပါမည်။
မှိုဖွဲ့စည်းပုံ
1. ကျိုးကြောင်းဆီလျော်သောမှိုဖွဲ့စည်းပုံ
2. ဆလိုက်များသည် ချောမွေ့ပြီး အပူပေးကုသမှု လိုအပ်သည်၊ ဆလိုက်ပေါ်တွင် ဆီအပေါက်တစ်ခုပါရှိသည်။
3. ဓာတ်လှေကား၊ ထိုးထည့်ခြင်းနှင့် ဆေးထိုးတံ၊ ချုံသည် ချောမွေ့စွာလည်ပတ်သင့်သည်။
အအေးခံစနစ်
1. ကျိုးကြောင်းဆီလျော်သော စက်ဝန်းအအေးပေးစနစ်
2. ချောမွေ့သောရေလမ်းကြောင်း၊ ယိုစိမ့်သောရေနှင့်လေမရှိပါ။
3. ရေလမ်းကြောင်း၏ မျက်နှာပြင် အရွယ်အစားသည် ပုံနှင့် တူညီသင့်သည်။
Injection စနစ်
1. လက်စွပ်တည်နေရာသည် ဆေးထိုးစက်အတွက် သင့်လျော်မှုရှိသင့်သည်၊ ပင်မအပြေးသမားအရွယ်အစားနှင့် slope သည် ဒီဇိုင်းသင့်လျော်သင့်သည်။
2. အစာကျွေးနည်းနှင့် အကိုင်းအခက်အပြေးသမားသည် ကျိုးကြောင်းဆီလျော်သော အနေအထားဖြစ်သင့်ပြီး တံခါးသည် ပြုတ်ကျရန် လွယ်ကူသည်။
3. Parting Line ဒီဇိုင်း ကျိုးကြောင်းဆီလျော်
4. အချို့သောမှိုသည် နေ့/လ/နှစ် သို့မဟုတ် ပစ္စည်း သို့မဟုတ် လိုဂိုကို မှတ်သားထားသည်။
5. Injection Pin ဒီဇိုင်းသည် သင့်လျော်သင့်သည်။
စုံစမ်းမေးမြန်းရန်ပေးပို့ပါ။


X
သင့်အား ပိုမိုကောင်းမွန်သောကြည့်ရှုမှုအတွေ့အကြုံကို ပေးဆောင်ရန်၊ ဆိုက်အသွားအလာကို ပိုင်းခြားစိတ်ဖြာပြီး အကြောင်းအရာကို ပုဂ္ဂိုလ်ရေးသီးသန့်ပြုလုပ်ရန် ကျွန်ုပ်တို့သည် ကွတ်ကီးများကို အသုံးပြုပါသည်။ ဤဆိုက်ကိုအသုံးပြုခြင်းဖြင့် ကျွန်ုပ်တို့၏ cookies အသုံးပြုမှုကို သင်သဘောတူပါသည်။
ကိုယ်ရေးအချက်အလက်မူဝါဒ