 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Food Container မှိုဒီဇိုင်း
ထုတ်ကုန်အင်္ဂါရပ်များ
1. ဖွဲ့စည်းပုံသွင်ပြင်လက္ခဏာများ
တစ်ခါသုံး အမြန်အစားအစာသေတ္တာသည် ကြီးမားသောပုံသဏ္ဍာန်ရှိပြီး ပါးလွှာသောနံရံအထူမှာ 0.35~0.5 မီလီမီတာရှိသည်။
2. အသုံးပြုမှုလက္ခဏာများ
တစ်ခါသုံး အမြန်စားကုန်သေတ္တာများ အသုံးပြုမှုအတွက် လိုအပ်ချက်များ- ပလတ်စတစ်အစိတ်အပိုင်းများ၏ ယုံကြည်စိတ်ချရသော ခိုင်ခံ့မှု၊ လှပသောအသွင်အပြင်၊ အဆိပ်အတောက်ကင်းပြီး အန္တရာယ်မရှိသော၊ ဒုတိယ၊ ပလတ်စတစ်အစိတ်အပိုင်းများ၊ ပေါ့ပါးသော၊ ပစ္စည်းစျေးနှုန်းနိမ့်ခြင်းနှင့် မြင့်မားသောပစ္စည်းအသုံးပြုမှုတို့ အပါအဝင် ထုတ်လုပ်မှုကုန်ကျစရိတ်နည်းပါးခြင်း၊ ထုတ်လုပ်မှုသည် အဆင်ပြေပြီး အထွက်နှုန်းမှာ လုံလောက်ပါသည်။
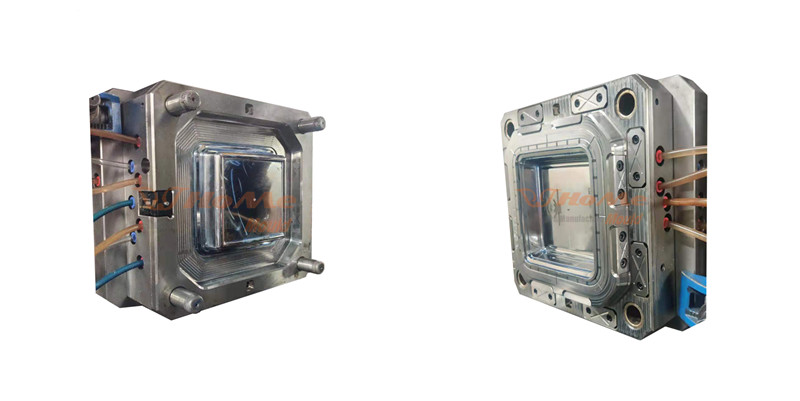
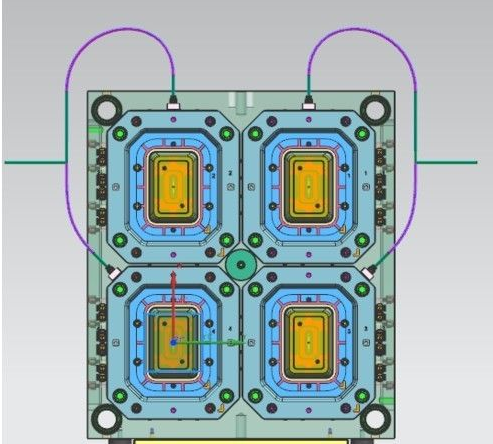
မှိုဖွဲ့စည်းပုံဒီဇိုင်း
တစ်ခါသုံး အမြန်စားသေတ္တာများ၏ ဝိသေသလက္ခဏာများကို ကျယ်ကျယ်ပြန့်ပြန့် ထည့်သွင်းစဉ်းစားခြင်းဖြင့် မှိုဒီဇိုင်းသည် အပေါက်လေးပေါက်ပါသည့် နှစ်ပြားမှိုဖွဲ့စည်းပုံကို လက်ခံပါသည်။ ထို့အပြင် လောင်းသည့်စနစ်၊ အအေးခံစနစ်နှင့် ထုတ်လွှတ်သည့်စနစ်တို့ကို ထည့်သွင်းစဉ်းစားရန် လိုအပ်သည်။
1. သွန်းလောင်းခြင်းစနစ်ဒီဇိုင်း
ပစ္စည်းအသုံးပြုမှုနှုန်းကို အပြည့်အဝတိုးတက်စေရန်နှင့် polypropylene (PP) ၏ အရည်ထွက်မှု ညံ့ဖျင်းမှုကြောင့် နံရံအထူ 0.5 မီလီမီတာခန့်ရှိသော တစ်ခါသုံးသရေစာသေတ္တာကို အချိန်တိုအတွင်း ဆေးထိုးပုံသွင်းရပါမည်။ မှိုလောင်းသည့်စနစ်သည် ပူသောအပြေးသမားပုံစံကို ခံယူသင့်သည်။ ပူပြင်းသော အပြေးသမားသည် အောက်ပါ အားသာချက်များ ရှိသည်- ① ကုန်ကြမ်းများ သိမ်းဆည်းခြင်း၊ ② ပလပ်စတစ်အစိတ်အပိုင်းများ၏ ပုံသွင်းအရည်အသွေးကို မြှင့်တင်ပေးနိုင်သည် ။ ③ ထုတ်လုပ်မှု စွမ်းဆောင်ရည် မြှင့်တင်ရန်နှင့် အလိုအလျောက် ထုတ်လုပ်မှုကို လွယ်ကူချောမွေ့စေရန် ကူညီပေးသည်။ အားနည်းချက်မှာ မှို၏ အပူချိန် မြင့်မားလွန်းသဖြင့် လုံလောက်သော အအေးခံရန် အာရုံစိုက်သင့်ပြီး မှိုထုတ်လုပ်မှု ကုန်ကျစရိတ် တိုးလာမည်ဖြစ်သည်။ ပူပြင်းသောအပြေးသမား၏ အားသာချက်များနှင့် အားနည်းချက်များကို ကျယ်ကျယ်ပြန့်ပြန့် ထည့်သွင်းစဉ်းစားခြင်းဖြင့်၊ နောက်ဆုံးအသုံးပြုမှုသည် ပလတ်စတစ်အစိတ်အပိုင်းများ၏ ပုံသွင်းအရည်အသွေးနှင့် ထုတ်လုပ်မှုစွမ်းဆောင်ရည်ကို တိုးတက်ကောင်းမွန်လာစေပါသည်။
2. အအေးခံစနစ်ဒီဇိုင်း
အအေးခံစနစ်၏ လုပ်ဆောင်ချက်မှာ မှိုကို လျင်မြန်စွာ အေးသွားစေရန်နှင့် မှိုအပူချိန်ကို ထိန်းချုပ်ရန်ဖြစ်သည်။ ဆေးထိုးပုံသွင်းစဉ်အတွင်း PP ပစ္စည်း၏အပူချိန်သည် 220 ~ 270 ℃ဖြစ်သောကြောင့်၊ အအေးခံစနစ်၏ ကျိုးကြောင်းဆီလျော်သောဒီဇိုင်းသည် ပလပ်စတစ်အစိတ်အပိုင်းများ၏ အအေးခံချိန်ကို များစွာလျှော့ချနိုင်ပြီး ဆေးထိုးပုံသွင်းစက်ဝန်းကို တိုစေပါသည်။ မှို၏ အထူးဖွဲ့စည်းပုံနှင့် လိုအပ်ချက်များကြောင့်၊ အအေးခံစနစ်သည် ပုံသွင်းထားသော ပလပ်စတစ်အစိတ်အပိုင်းများ၏ အအေးခံမှုကို အပြည့်အဝသေချာစေရန် Multi-loop cooling ကို အသုံးပြုသည်။
မှိုသည် hot runner system ကိုအသုံးပြုထားသောကြောင့်၊ hot nozzle အစိတ်အပိုင်း၏အပူချိန်သည်အတော်လေးမြင့်မားမည်ဖြစ်ပြီး၊ hot runner ၏ hot nozzle တွင်လည်း cooling system ကိုထည့်သွင်းထားသည်။

3. Ejection စနစ်ဒီဇိုင်း
တစ်ခါသုံး အမြန်အစားအစာသေတ္တာ၏ ကြီးမားသောပုံသဏ္ဍာန်နှင့် နံရံအထူအပါးကြောင့်၊ ပလပ်စတစ် အစိတ်အပိုင်းများသည် မှိုအစိတ်အပိုင်းများပေါ်တွင် ပိုမိုတင်းကျပ်သည့် စွမ်းအားရှိသည်။ သာမန် တွန်းတံကို တွန်းထုတ်သည့်စနစ်ကို အသုံးပြုပါက တွန်းတံနေရာ၌ တွန်းအားအား အာရုံစူးစိုက်ရန် လွယ်ကူပြီး တွန်းတံအမှတ်အသားများသည် ပလပ်စတစ်ကို ထိခိုက်စေမည် အစိတ်အပိုင်းများ၏ အရည်အသွေးကို ပုံသွင်းသည့်အခါ ကျိုးသွားမည်ဖြစ်သည်။ ပြင်းထန်သော စွန့်ပစ်ပစ္စည်းများကို ဖြစ်ပေါ်စေသည်။ Push-plate type ejection ကိုအသုံးပြုပါက၊ အပိုင်းအစနှုန်းကို လျှော့ချပေးမည်ဖြစ်သော်လည်း push-plate တည်ဆောက်ပုံသည် မှို၏ပိုလျှံသောရွေ့လျားမှုကို တိုးမြှင့်ပေးမည်ဖြစ်ပြီး ထုတ်လုပ်မှုစက်ဝန်းကို တိုးချဲ့ကာ ထုတ်လုပ်မှုထိရောက်မှုကို လျှော့ချပေးမည်ဖြစ်သည်။
မှိုသည် အချက်ပေါင်းများစွာ ဓာတ်ငွေ့အကူအညီ ထုတ်လွှတ်သည့် ဖွဲ့စည်းပုံကို အသုံးပြုသည်။ မှိုကိုဖွင့်ပြီးနောက်၊ ပလပ်စတစ်အစိတ်အပိုင်းများနှင့် မှိုကိုခွဲရန် သတ်မှတ်ထားသော ဖိအားတစ်ခုဖြင့် လေသည် လိုင်နာထဲသို့ လွင့်သွားပါသည်။ Multi-point gas-assisted ejection တွင် အောက်ပါ အားသာချက်များ ရှိသည်- ပထမဦးစွာ၊ ၎င်းသည် ဖိအားကို ထိန်းချုပ်ရန် လွယ်ကူပြီး ပလပ်စတစ် အစိတ်အပိုင်းများကို မှုတ်ထုတ်ရန် တွန်းအားသည် တစ်ပြေးညီဖြစ်သည်။ ဒုတိယအချက်၊ ဓာတ်ငွေ့အကူအညီဖြင့် ထုတ်လွှတ်ခြင်း → ပြန်လည်သတ်မှတ်ခြင်း → ပြန်ထုတ်ခြင်း → ပြန်လည်သတ်မှတ်ခြင်း၊ ဖိအားကို ထိန်းချုပ်ရန်သာ လိုအပ်ပြီး ဓာတ်ငွေ့ကို အချိန်မီ လွင့်ထွက်သွားနိုင်ပါသည်။ ပုံသွင်းချိန်ကို သက်သာစေပြီး ပုံသွင်းစက်ဝန်းကို တိုစေပါသည်။
စုံစမ်းမေးမြန်းရန်ပေးပို့ပါ။


X
သင့်အား ပိုမိုကောင်းမွန်သောကြည့်ရှုမှုအတွေ့အကြုံကို ပေးဆောင်ရန်၊ ဆိုက်အသွားအလာကို ပိုင်းခြားစိတ်ဖြာပြီး အကြောင်းအရာကို ပုဂ္ဂိုလ်ရေးသီးသန့်ပြုလုပ်ရန် ကျွန်ုပ်တို့သည် ကွတ်ကီးများကို အသုံးပြုပါသည်။ ဤဆိုက်ကိုအသုံးပြုခြင်းဖြင့် ကျွန်ုပ်တို့၏ cookies အသုံးပြုမှုကို သင်သဘောတူပါသည်။
ကိုယ်ရေးအချက်အလက်မူဝါဒ